Semiconductor Laboratory
|
|
Semiconductor Laboratory | |
|
|
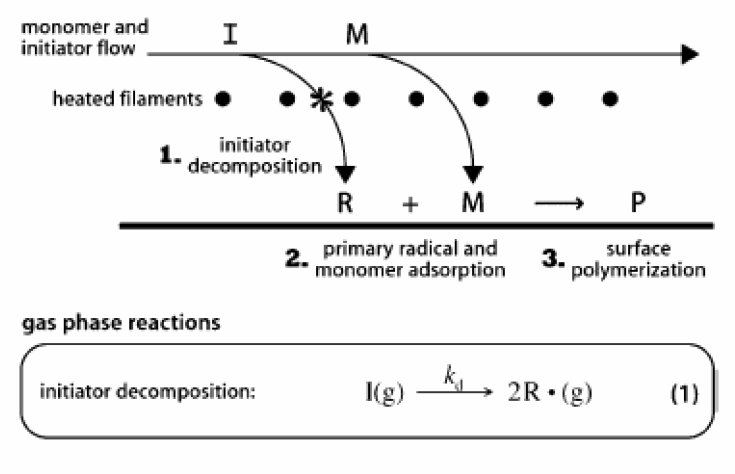
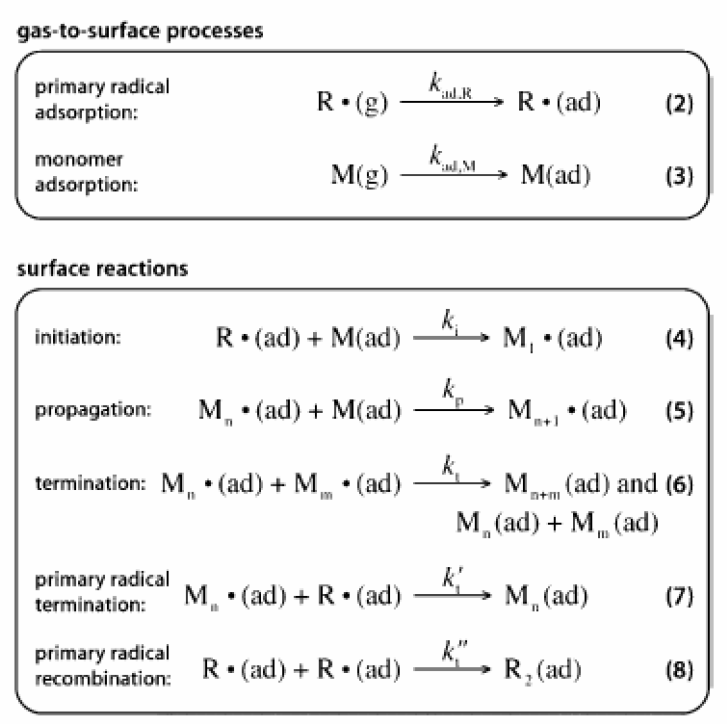
initiated Chemical Vapor Deposition (iCVD)The initiated CVD (iCVD) has been successfully used for the deposition of hydrogels,[1] antimicrobial surface coatings,[2] fluoropolymers,[3] insulating materials[4] and random/alternating copolymers[5] on flat or structured surfaces. The deposition of films with well-defined chemical structures with side groups that retain full functionality can be achieved due to the possibility of highly control the reaction pathways. The iCVD is a variation of the classical hot-wire CVD (HWCVD) in which the precursor decomposition is accomplished thermally by an array of resistively heated filaments (T > 800°C).[6] In the iCVD, instead, free-radical initiating species are used to start the polymerization.[7] An initiator is a species containing a labile bond such as azo- or peroxy- linkage, whose thermal decomposition occurs at relatively low $T$ (200-400°C) generating free radicals. The concept was first introduced by Lewis et al. [7], who noticed that adding as initiator the perfluorooctane sulfonyl fluoride (PFOS), forming CF3(CF2)6CF2 radicals, dramatically enhanced the deposition rate of polythetrafluoroethylene. The initiator radicals attack selectively the unsatured bonds of the monomer, creating monomer radicals which polymerize. Without the initiator, the polymerization occurs but less rapidly and less controllably because of the thermal decomposition of the monomer and the other background species in the chamber. In terms of polymerization steps, iCVD is very similar to the conventional free radical polymerization, but with the absence of any liquid-step. The backside-cooled substrate is maintained at a temperature lower than 150°C (often near ambient temperature) to promote the adsorption of the monomer. The use of wires as heating elements limits the view factors for radiative heat transfer to the substrate. Also, employing low pressures limit the heat transfer to substrate by conduction through the gas phase. The free initiator radicals attack the monomer molecules absorbed on the surface, initiating the polymerization. Propagation step involves the addition of the monomer units to the polymer chains. Termination of the polymer chains may occur either by addition of a free radical to the end of the chain or by bonding of two polymer chains. The propagation and the termination steps of the polymerization take place on the surface. The schematics of the iCVD process is reported in Figure 1.[8] The decomposition in the gas phase of the initiator is the key to rapid iCVD deposition. Moreover, to avoid unwanted crosslinking reactions and achieve full retention of the functionality, iCVD monomers must be stable at the conditions required for the decomposition of the initiator.
Previous studies show that in iCVD the reaction kinetics are governed by the surface monomer concentration $(\theta_M)$ and the concentration of initiator radicals $(I)$, as expressed in the equation, [9] $$r_{dep}\sim k_{dep}[\theta_M][I].$$where $r_{dep}$ is the deposition rate and kdep the rate constant for the deposition process. The $k_{dep}$ is favoured by the substrate temperature following the Arrhenius law. It has been demonstrated that the quantity of monomer absorbed on the surface can be quantified through the ratio between the monomer’s partial pressure $(P_M)$ and the saturation pressure $(P_{sat})$, which depends on the deposition conditions through the following relations: $$P_M=\frac{\Phi_M}{\Phi_{tot}}P_{tot},$$ $$P_{sat}=A\exp\left[\frac{-\Delta H_{vap}}{RT_{sub}}\right].$$The iCVD growth rate increases with $P_M/P_{sat}$, suggesting that rate-controlling step for film deposition occurs at the surface. Low substrate temperature enhances the adsorption on the surface, hence, when the deposition process is adsorption-limited, lowering the substrate temperature the deposition rate increases. In other cases, mainly dealing with the organosilicon polymerization, the iCVD processes are under kinetics-control, meaning that the rate limiting step are the chain growth reactions. In these cases, higher substrate temperatures, which increase the rate constant, are required to enhance the polymerization. If the limiting reactions are known, the system parameters can be tuned to achieve higher deposition rates and better conformal coverage of 3D structures and the deposition processes can be scaled up over large substrate areas for the production of industrial size samples. The dryness of the process, the low temperature involved, and the possibility of control the reaction pathways are the mayors advantages when using iCVD, over other deposition techniques. These factors make this technique compatible with virtually any substrate, including paper and membrane, which can be, instead, dissolved, swelled, or degraded by solvents in liquid-phase-based polymerization. One of the mayor drawbacks of the iCVD is in general the poor adhesion of the coatings to the substrate. Strategies have been developed to create covalent linkages between the film and the underlying substrate.[10] One of these is a two step substrate pre-treatment: first an oxygen plasma is used to graft OH groups on the substrate surface.[11] Then, the substrate is exposed to the vapor of a coupling agent such as trichlorovinylsilane, creating surface vinyl terminations available to be initiated by the radicals of the iCVD process. Experimental procedure
[1] K. Chan, L. E. Kostun, W. E. Tenhaeff, K. K. Gleason, Polymer, 2006, 47, 6941. |